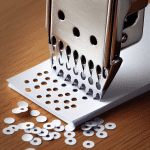
Jak zmniejszyć wady przy dziurkowaniu papieru na linii produkcyjnej?
Coraz więcej firm szuka sposobów na stabilne, powtarzalne dziurkowanie papieru bez zagięć, przesunięć i zadziorów. Niewielki błąd w rejestrze potrafi zablokować całe zlecenie i podnieść koszt makulatury.
W tym poradniku znajdziesz konkretne praktyki z produkcji. Omówimy ustawienia maszyny, dobór papieru, proste triki ustawienia środka, kontrolę jakości oraz utrzymanie ruchu. Celem jest mniejsza liczba reklamacji i szybszy start każdej partii.
Jak ograniczyć zagięcia i przesunięcia przy dziurkowaniu papieru?
Ustabilizuj stos, ustaw pewne ograniczniki i pracuj ostrym, czystym wiertłem przy właściwym docisku.
Zagięcia i przesunięcia zwykle wynikają z braku prowadzenia oraz zbyt dużego lub nierównego stosu. Wyrównaj krawędzie, napowietrz arkusze i usuń ładunki elektrostatyczne. Użyj bocznych i czołowych ograniczników bez luzów. Zadbaj o równy docisk stołu oraz stały chwyt podajnika. Pracuj na ostrym wiertle i czystym podkładzie, a wióry odprowadzaj na bieżąco. Przy papierze powlekanym pomagają środki poślizgowe do wierteł. Redukuj wysokość stosu, gdy pojawiają się wybrzuszenia lub „ciągnięcie” arkuszy. Kontroluj wilgotność papieru i temperaturę hali, bo rozprężenie włókien sprzyja przesunięciom.
Mniejszy stos przy trudnych surowcach i powłokach.
Jak ustawić znacznik środka, by uzyskać równe otwory?
Wyznacz środek arkusza na przymiarach, zgraj go ze znacznikiem i zatwierdź ustawienie na próbce wzorcowej.
Zacznij od formatki referencyjnej. Ustal środek na stole z użyciem przymiarów i blokad. Przesuń znacznik środka w dziurkownicy tak, aby linia środka arkusza pokryła się z osią wiertła. Zrób kilka prób na właściwym papierze. Oceń symetrię względem krawędzi oraz rozstaw otworów testowym przymiarem. Zablokuj prowadnice i opisz ustawienie w karcie zlecenia. Przy pracy seryjnej stosuj stały punkt bazowy i tę samą orientację podawania.
Punkt bazowy i stała orientacja arkusza.
Próbka zatwierdzona jako wzorzec wizualny.
Opis ustawień w karcie zlecenia dla kolejnych partii.
Które parametry maszyny najczęściej powodują wady dziurkowania?
Najczęściej winne są tępe wiertła, zła prędkość i posuw, nieodprowadzane wióry oraz luzy prowadnic.
Źle dobrana prędkość obrotowa i posuw powodują zadzior, przypalenia lub rozdarcia. Tępe albo zabrudzone wiertło wciąga papier i odkształca krawędzie. Luzy na ogranicznikach i stole dają przesunięcia między arkuszami. Brak chłodzenia i słaby odciąg zapychają kanały wiertła. Niewłaściwy docisk i zbyt wysoki stos generują „pływanie” arkuszy. Zbyt miękki lub zużyty podkład deformuje otwory.
Prędkość obrotowa i posuw dostosowane do średnicy wiertła i rodzaju papieru.
Jak dobrać grubość i rodzaj papieru do bezbłędnego dziurkowania?
Dopasuj średnicę wiertła i parametry do gramatury, powłoki i kierunku włókien, a decyzję potwierdź próbkami.
Cienkie, miękkie arkusze łatwo się strzępią, więc lepiej stosować ostrzejsze wiertła, mniejszy stos i czystszy podkład. Grube kartony i laminaty wymagają większej średnicy wiertła, spokojniejszego posuwu i skutecznego chłodzenia. Papier powlekany jest śliski, co sprzyja przesunięciom, dlatego ważne są docisk i ograniczniki. Kierunek włókien wpływa na pękanie krawędzi, dlatego zachowaj stałą orientację podawania. Każdy nowy surowiec przeprowadź przez test technologiczny na krótkiej serii.
Testy na docelowym surowcu przed startem dużego nakładu.
Dopasowanie średnicy wiertła do grubości i wielkości otworu.
Kontrola wilgotności i aklimatyzacja papieru na hali.
Czy stosowanie pierwszej kartki jako wzoru poprawi powtarzalność?
W biurze bywa pomocne, w produkcji lepszy jest zatwierdzony wzorzec i stałe ograniczniki.
Pierwsza kartka może przenieść błąd na cały nakład. W warunkach produkcyjnych stosuj arkusz wzorcowy po akceptacji pierwszej sztuki, ale jako narzędzie kontroli, nie jako prowadnicę. Bazuj na przymiarach i blokadach stołu. Do szybkiej weryfikacji używaj przymiarów go or no go oraz etykiety referencyjnej z rysunkiem i wymogami. Dzięki temu powtarzalność nie zależy od pojedynczej kartki.
Wzorzec zatwierdzony po ustawieniu maszyny.
Kontrola na przymiarach, nie na „pierwszej kartce”.
Jakie procedury kontroli jakości wychwytują błędy dziurkowania?
Najskuteczniejsze są odbiór pierwszej sztuki, kontrola w trakcie z próbkowaniem i zapis wyników.
Po ustawieniu zrób odbiór pierwszej sztuki i udokumentuj parametry. W trakcie produkcji pobieraj próbki w równych odstępach i sprawdzaj rozstaw, prostopadłość oraz jakość krawędzi. Stosuj przymiary do segregatorów, piny kontrolne lub pomiar kamerą. Prowadź karty kontroli z miejscem na podpis operatora i zmiany. W razie odchylenia zatrzymaj proces i usuń przyczynę u źródła. Zachowuj próbki archiwalne z partii.
Odbiór pierwszej sztuki z akceptacją.
Próbkowanie w trakcie i karty kontroli.
Narzędzia go or no go i pomiar wizualny.
Jak konserwacja i kalibracja maszyny zmniejszą liczbę reklamacji?
Ustal harmonogram ostrzenia i wymiany wierteł. Czyść kanały i odciąg, wymieniaj podkłady podwiercania. Kalibruj ograniczniki i stół względem osi wiercenia. Sprawdzaj docisk, czujniki i luz prowadnic. Rejestruj zużycie części i parametry po przeglądach. Krótkie testy na materiale wzorcowym po każdej ingerencji technicznej pozwalają szybko wykryć odchylenia. Szkol operatorów z rozpoznawania symptomów zużycia.
Prewencyjne przeglądy i rejestr działań.
Test po serwisie na arkuszu wzorcowym.
Szkolenia operatorów i standard reakcji na niezgodność.
Czy wprowadzenie szablonów pracy przyspieszy kontrolę jakości?
Tak, ujednolicone szablony ustawień i checklisty skracają rozruch i zmniejszają liczbę błędów.
Przygotuj szablony z parametrami dla typowych formatów i rozstawów. Dołącz zdjęcie wzorca, wymagania co do rozstawu i orientacji oraz listę punktów kontroli. Oznacz na maszynie punkty bazowe i stosuj te same nazwy w dokumentach. Szablony w wersji papierowej lub cyfrowej z kodem QR ułatwiają dostęp do instrukcji. Dzięki temu kontrola jakości staje się szybka i przewidywalna na każdej zmianie.
Karta ustawień, zdjęcie wzorca i lista kontroli.
Spójne nazewnictwo punktów bazowych.
Dostęp do instrukcji przy stanowisku.
Dobrze ustawiona maszyna, świadomy dobór papieru i prosta dyscyplina procesu robią różnicę. Każda minuta poświęcona na próbę i dokumentację zwraca się niższą makulaturą i stabilną jakością. Warto zacząć od małych usprawnień, a potem standaryzować to, co działa. To najkrótsza droga do przewidywalnego dziurkowania papieru w produkcji.
Wyślij zapytanie o dziurkowanie papieru, otrzymaj wycenę indywidualną i wsparcie w doborze parametrów.
Chcesz zmniejszyć liczbę reklamacji i ilość makulatury dzięki stabilnemu dziurkowaniu bez zagięć i przesunięć? Pobierz praktyczną listę ustawień, testów i procedur kontrolnych, które pozwolą szybciej uruchamiać partie i poprawić powtarzalność: https://www.aligator.pl/oferta/dziurkowanie/.